
什麼是車床加工/CNC車床加工
車床加工是透過旋轉物件並移動刀具來進行切削的動作,刀具的移動可以控制形狀與尺寸;CNC(Computer Numerical Control)車床透過電腦數據控制車床進行加工,品質精準穩定。由於CNC車床的使用已非常普遍,因此現在提到的量產車床加工,大多是指CNC車床加工。
CNC車床的刀具只進行X、Y兩軸移動,X軸的數值控制外徑尺寸,Z軸的數值控制長度尺寸。CNC車床的加工效率很好,可調整的彈性也很高,相較於專用機的加工只侷限於固定內容,CNC車床可以進行的加工型態非常多元。
延伸閱讀:〈CNC車床的十大重要知識〉
車床加工/CNC車床加工適合做哪些零件?
圓柱狀的材料最適合車床加工,所以從心軸、活塞銷、傳動軸、軸承座,到滾輪、齒輪、傳動輪等圓形的零件,都非常適合車床加工。使用車床製造這些零件,具有經濟、快速、高品質的優勢。非完整圓形的零件,也可以先以車床進行初步加工,再使用銑床或中心加工機完成後續的製程。
認識車床的各種加工型態,能更清楚車床可以滿足哪些加工需求。
車床加工/CNC車床的加工型態
以下是常見的車床加工/CNC車床加工型態。
外徑與內徑加工:將材料的外徑或內徑車削至所需尺寸,如果各段的外徑或內徑不同,完成的形狀將呈現階梯形。隨著車刀的進給逐步改變外徑或內徑大小,則會形成有錐度的外徑或內徑。尺寸要求精度較高的情況下,會先粗車再精車以確保品質的穩定。
外徑與內徑的溝槽加工:外徑溝槽加工以外徑槽刀加工,內徑溝槽加工以內徑槽刀加工。加工時應注意轉速與進給速度,切削量不宜過大以免刀片斷裂。溝槽較深的情況下,應以循環切削進行,並注意排屑順暢。選用刀具時應注意刀片寬度對應的可切削深度。
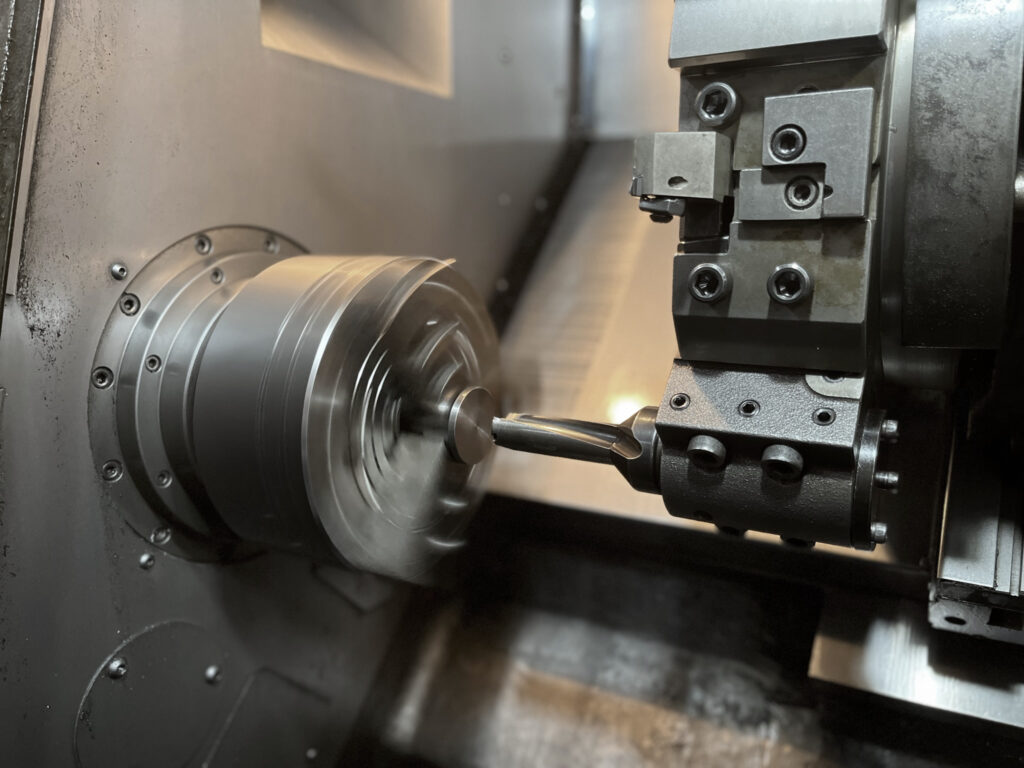
鑽孔:位於中心點的孔都能以車床進行加工。車床可以鑽中心孔,也可以做深孔。直徑較大的孔,以可更換刀片的多刃快速鑽頭進行加工效率較高。
外徑與端面逃溝:在內外徑與端面相接處加工出一小凹槽,能確保裝配時緊貼對手件,避免產生間隙。
外徑與內徑的螺紋加工(內外牙加工):使用外徑或內徑的螺紋車刀(牙刀)加工外徑螺紋或內徑螺紋。螺紋無法一次加工完成,應分配每次切削量,分數次進行加工。螺牙的尺寸控制以和牙規鬆配合為準。預先於有效牙的終點進行逃溝加工,可以閃避刀具尖端,避免不完全牙產生加工上的困難。
偏心孔車削:以偏心油壓爪夾持工件進行內徑的車削,完成後的內徑即為偏心孔。若偏心孔過深,則必須分兩面加工,以外張爪固定第一面的偏心孔,再進行第二面的內徑加工,完成後兩端的內徑即為同心內徑。
鉸孔加工:內徑過小無法以內徑車刀加工至圖面要求的精度,可先以鑽頭鑽孔,再以適當尺寸的鉸刀進行鉸孔,鉸刀加工後即為符合精度要求的尺寸。
車床加工/CNC車床加工是兼顧成本與品質考量的製造方案
製造產品時,成本、效率和品質都很重要。如果加工的型態合適,以CNC車床來製造產品可將產能有效提升,同時兼顧產品的穩定性。由於CNC車床操作上的便利性,使得車床加工在製造成本上具有競爭力。產品開發或採購人員如果對車床加工型態有一定的認識,製程規劃將更加精準,也更能快速尋得合適的加工廠。